
Your 2023 primer to proactive quality management
Last updated on June 19th, 2023
The old approach in automotive manufacturing was to do the bare minimum necessary to produce the required amount of quality parts needed to fulfil production targets. However, the landscape becomes more competitive every day. Other suppliers and OEMs with state-of-the-art factories have figured out how to make parts faster and achieve higher quality standards. Improving quality to stay competitive is not a new concept, especially in automotive manufacturing, but as technology changes, there are new ways to gain an edge on the competition.
It’s time to switch gears to proactive quality management
Gaining an edge in today’s manufacturing landscape is necessary. Between the rising cost of raw materials and ongoing supply chain issues, getting it right the first time is critical to staying competitive.
Manufacturing managers and engineers often describe their job as a series of fires they need to fight every day which can leave little room for important but less urgent parts of their jobs, such as administrative, strategic, or planning components. When quality issues and defects crop up suddenly without warning, production teams have no choice but to spend their time reacting to problems that have already happened, instead of looking ahead to prevent them from happening in the first place or mitigating their impacts.
Moving towards a proactive quality management approach is not a “one and done” project. It requires a coordinated effort that involves strategic and intentional focus on a facility’s machines, technology, data, and people.
Invest in good machinery
In order to proactively manage your quality, the machines on your manufacturing floor must be as high-performing and reliable as possible. Machines and robots that require less maintenance and downtime will cause fewer quality issues. Although maintaining machine uptime is not the only requirement for a solid quality management approach, we should explore the idea of investing in good machinery before we talk about using it to its full potential.
The best method to plan equipment upgrades is with an Industry 4.0 roadmap which will give you a vision for what the factory will look like five or ten years down the road. How can you work backwards from the final outcome to make the necessary investments to get there? Looking at the bigger picture will help identify gaps, so you can plan how various pieces of equipment will cooperate with existing and future infrastructure. It is essential that equipment in the purchase plan is forwards compatible; it should have a way to communicate with future technology, such as IIoT and the cloud if your factory is not currently leveraging such technologies.
Forming relationships in the robotics and automation space will help determine what new technologies will provide the best return on investment. There are plenty of cutting-edge innovations in manufacturing, but it is important to mitigate risks when making a large equipment investment. Understanding the areas of expertise of an automation or robotics supplier, the customers they work with, and the experience of their employees can give you a good idea about whether this is a company you can invest with long term.
Support and service is also an important factor to consider when purchasing new equipment. If a supplier is overseas, it could be time-consuming and costly to get a service technician to come and make repairs or to receive replacement parts.
Total Quality Management in automotive manufacturing
Unless you have been living under a rock, Total Quality Management is not a foreign concept. Many contributors played a role in the development of Total Quality Management over the years, but it is thanks to prominent American engineers and Japanese manufacturers in the mid 20th century that it exists today.
Total Quality Management primarily promotes the concept that quality is everyone’s job. The entire organization must be focused on quality of their own work, and work collaboratively to improve quality across the organization.
There are 8 pillars of TQM:
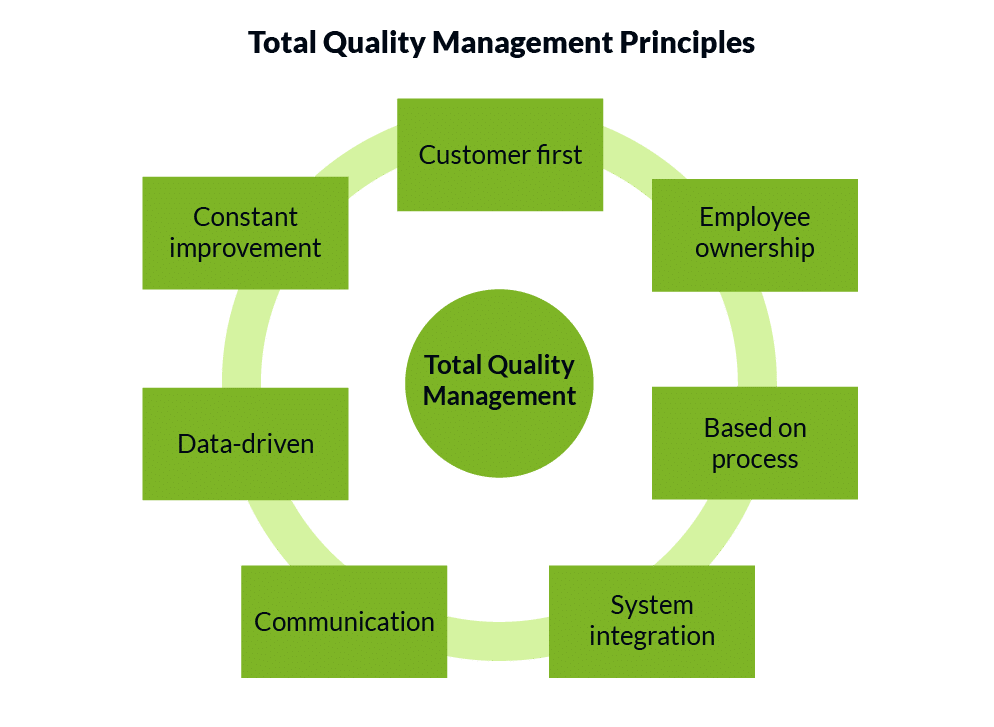
- Customer Focus: All quality efforts must ultimately satisfy the customer
- Total Employee Involvement: All employees must work towards the common goal of quality
- Process Orientation: Process design is intentional and continuously improved in order to achieve business objectives
- Integrated Systems: All parts of the company must be able to work together
- Strategic and Systemic Approaches: Strategic planning at the highest level in the organization must take quality management into account
- Continual Improvement: Quality for the customer can and will be thought of as an ever-increasing mark to meet and internal processes are considered in the same way
- Fact-Based Decision Making: Data must be collected, analyzed, and used objectively to make decisions
- Communications: Employee communication with one another is the glue that keeps the teams together and functioning as one unit
Though we will highlight and focus on some of these pillars more specifically, it should be noted that the broader concept of total quality management is extremely relevant in moving towards proactive quality approaches. This concept is the idea that quality is embedded throughout the entire organization, and team members work towards the same goals.
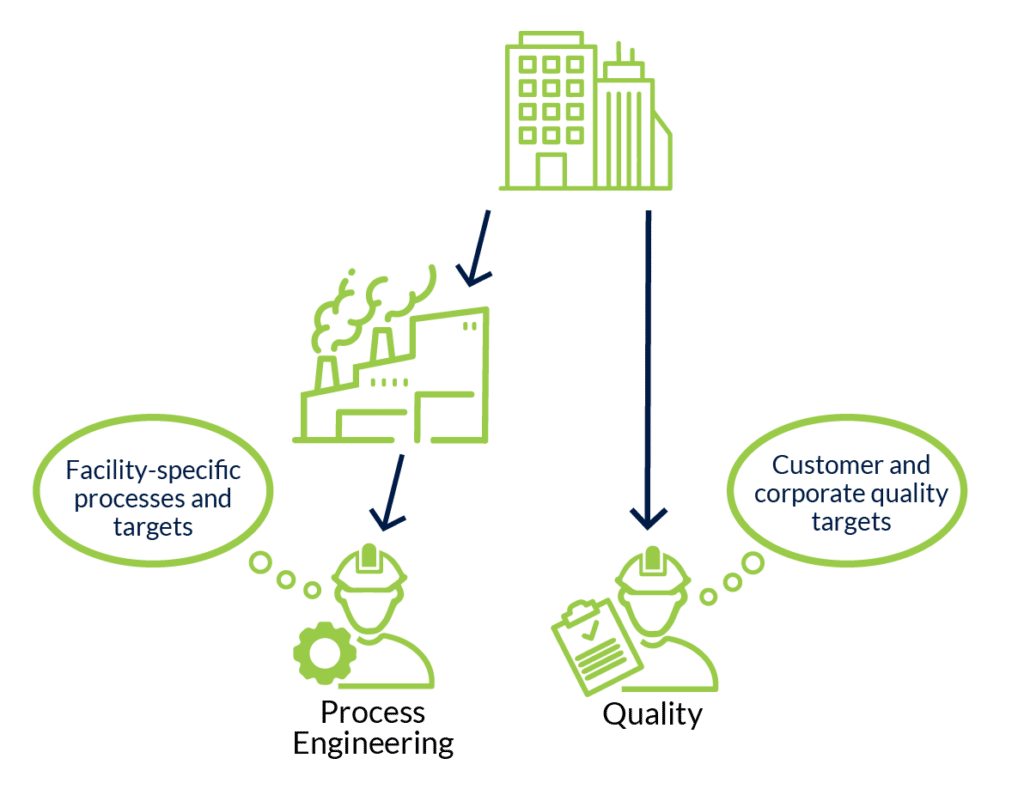
A mistake that some manufacturing facilities make is fostering a separation between the engineering and quality teams. Occasionally, quality teams are connected organizationally to the head office or to separate departments related to fulfillment. Engineering teams are embedded in the reporting structure of the local facility’s operations. The two teams might not interact as much as they should, and they might have slightly different instructions and goals from their respective managers. Process engineers might see quality team members as out-of-touch with the limitations and realities of the manufacturing line, whereas quality team members might view process engineers as lacking perspective on what it takes to meet customer targets.
Another example is a separation between operational and IT teams when they are looking to employ quality improvement technology. Operational teams might lack the broader technological context and understanding that IT and digitization departments have but IT and digitization teams might lack insight on the realities of day-to-day intricacies of operations within a given facility. This can cause disagreements about how and which data is collected, and through which methods.
Every facility is unique, and some already have highly cooperative quality and engineering teams. Some teams are thought of as one. And, some manufacturers have a more streamlined process to vet and apply new technological solutions. But if this is not the case, work needs to be done to align these teams and prevent friction between them.
A proactive quality solution cannot be implemented effectively unless every relevant stakeholder is “bought in” to making it work and knows how it will affect their role.
Increase communication and teamwork around quality
One of the focus areas of TQM is communication, which is necessary in many different areas:
- Between front-line staff and their managers
- Between front-line staff, process engineering and quality teams
- Between tech and operational teams
- From top-level management down to the front-line staff
- From front-line staff up to management
- From the organization to their customers
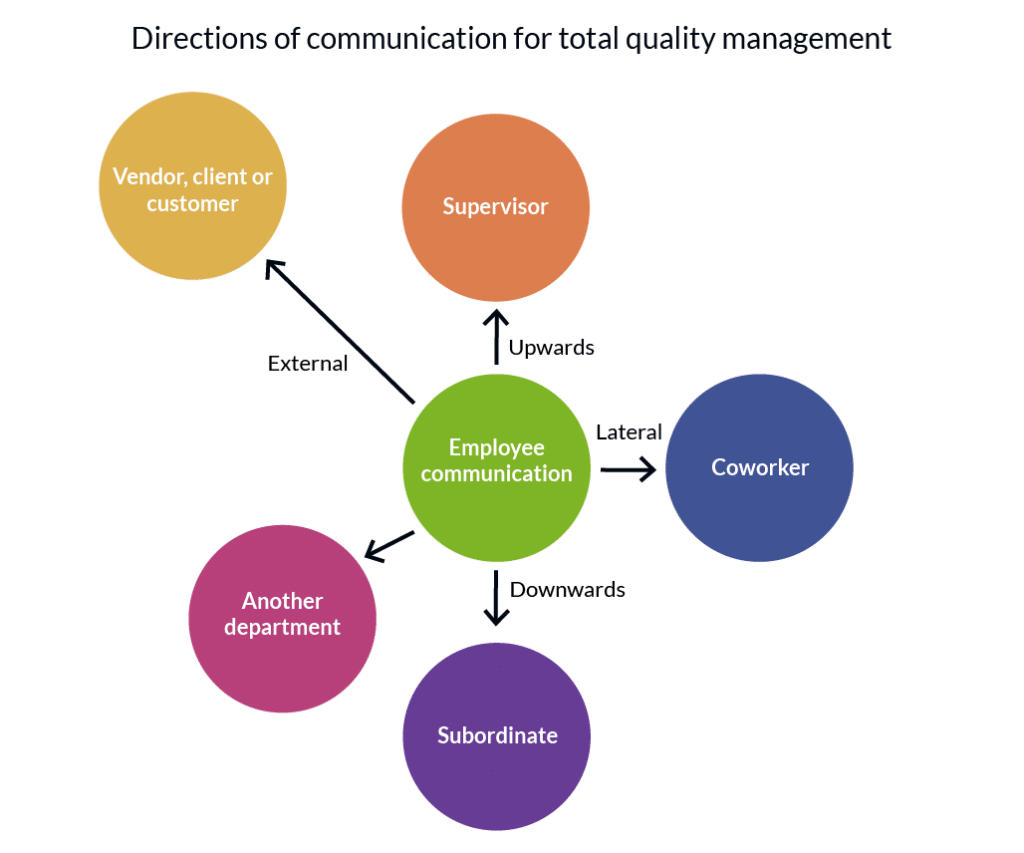
Basically, there needs to be avenues of up, down, lateral and diagonal communication regarding quality issues, possible methods to solve them, and goals for quality improvement. This communication needs to be open and two-way. If management opens the floor for suggestions from front-line staff but fails to investigate, validate, or explore these concerns, it is useless.
Being proactive when it comes to quality management requires new solutions. Manufacturers can’t simply continue doing everything the same way and expect that quality issues will solve themselves. This attitude creates chaotic, reactive environments in which the same types of problems appear over and over again. Sharing knowledge from department to department gives the organization an advantage to more thoroughly understand the problems at hand, which provides solid ground to implement a real solution.
Embrace new predictive quality tools like LinePulse
Predictive quality analytics solutions like LinePulse are available in today’s Industry 4.0 manufacturing world and can help anticipate quality issues in real time. This allows production teams to work proactively and spend more time preventing problems early on, before they become large enough to affect many parts and cause too many defects.
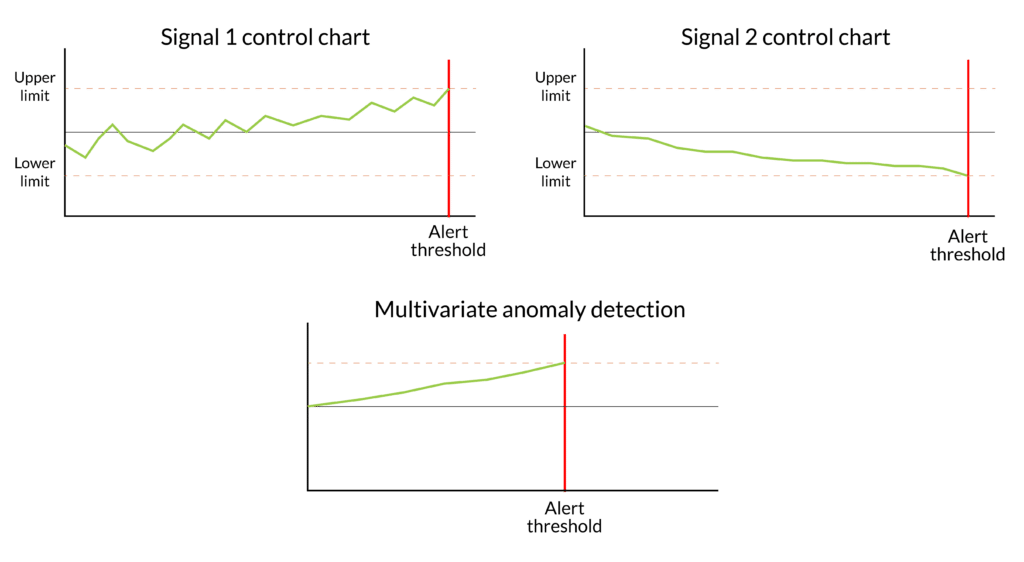
Our real-time advanced analytics platform syncs with manufacturing data and performs complex analysis based on previous signal data in fractions of a second. It can incorporate traditional SPC charts and studies, but also looks at relationships between multiple signals, detect patterns that lead to quality defects, and notify you of signal trends. By looking at multiple signals together, it becomes possible to intervene much sooner in the process and find a problem, as there will be an alert registered before any individual signal goes outside of control limits.
By using a platform like LinePulse on your manufacturing line, you’ll have an opportunity to take actions and prevent defective parts from reaching the end of the line for final testing.
Previously, if a quality issue was the result of a problem that could only be detected by comparing multiple signals, it would take a tremendous amount of time to solve. A data scientist often needed to get involved. He or she would run a series of analyses before a reactive solution could be explored. By that time, days or even weeks later, many defective parts could have been produced.
New tech like LinePulse can solve a lot of old problems for automotive manufacturers. But, for it to be useful, it needs to be accepted and adopted by all relevant stakeholders. Adoption of new data-based quality tools can be challenging if there are differences of opinion or understanding on their value.

Create a manufacturing data-driven culture
The lifeblood of modern manufacturing facilities is data. To make effective decisions that can predict and prevent quality issues, whether you use a real-time analytics tool or not, reliable data is necessary. Whether data is being collected for the specific purpose of feeding into an advanced analytics platform, or data is being collected more broadly to make larger organizational decisions, it is integral.
Data is becoming an important factor in decision making at all levels of a manufacturing organization, as data simply becomes more available and costs less to collect. If the entire organization can learn how to harness and use all available data effectively, this encourages decisions that are based on fact, historical patterns, and informed predictions about the future.
Collecting data is the foundation on which strategic proactive action can be taken.
It has been demonstrated by researchers from Stanford and MIT that data-driven decision-making improves the performance of firms. Global spending on big data and analytics solutions exceeded $107 billion in 2021 which indicates that companies themselves see data as a worthy investment.
Data allows us to be proactive in automotive manufacturing
Using data to make decisions proactively in an automotive manufacturing facility can help with the following:
- Increased machine uptime with predictive maintenance
- Improved forecasting for required materials
- Better detection and prevention of part quality issues
- Optimized energy consumption throughout the facility
- Better control and management of inventory
- Improved supply and demand forecasting
There are few downsides to making data-driven decisions, but there are some pitfalls to avoid if it is not done correctly. For example, if the wrong data is collected for a given problem, it won’t be part of the solution. It is also possible to collect all the data in the world, and not end up using it effectively to improve any aspect of quality. This problem can occur if the data is not stored properly, is difficult to access, or if there is no one available who has the time or skills to analyze it.
These pitfalls can be avoided by thinking strategically about the role of data in the organization, and creating a data-driven culture that supports best practices for handling it.
Have an plant-wide strategy for part quality data collection and use
A proactive approach to quality must start at the top. Although technology is frequently changing and the types of data available may be expanding, it is critical to have some idea of a plan around why data is being collected, what data is being collected, and how it is collected.
If there are specific quality problems that need to be solved, or anticipated risks that need to be considered, it is important to plan your collection of data around potential contributing factors to these concerns.
Unexpected problems will always arise, for which general data collection should not be ignored. Adhering to data collection standards even for seemingly unimportant data might pay off when a new problem emerges.
Formalizing data collection in manufacturing
Data collection must be intentional. Manufacturing plants can collect enormous amounts of data, which can be overwhelming to sort and burdensome to store. Depending on the purpose and type of data being collected, some questions to ask are:
- Is the data complete?
- Are the measurements specific enough to draw conclusions?
- Is the data collected organized enough to be useful?
- Is the data collected or stored in a format that is accessible?
Even more questions come up when it comes to data storage:
- Does the infrastructure exist to properly store manufacturing data?
- What length of time does historical data need to be stored?
- How is the data backed up or secured?
- Is the data vulnerable to hackers or cyberattacks?
- Is the data stored locally or in the cloud?
- Who has access to the data?
These questions must be considered up front, and if possible, established into standard practices for the organization. They must be understood by not only IT teams, but by managers, operators, process engineers and quality teams who might be responsible for collecting or interpreting the data.
Prioritize manufacturing data literacy
Data is essentially useless if no one knows what to do with it. And, if no one understands the data or its value, it will be less likely that you collect it properly.
Providing educational opportunities, even in the form of short workshops or training materials can help improve data literacy throughout the organization. Increasing data literacy will also help to address resistance to change. The more that is known about your data and how it can affect quality management, the more likely it will be prioritized.
Data-informed employees can add value to organizational decision-making around quality. Front-line workers often have the deepest insights into the manufacturing process which will contribute to a greater opportunity for problem solving and innovation.
The bottom line for proactive quality management
Precision manufacturers must look at all aspects of their business to implement a proactive quality approach that allows them to improve efficiency and stay competitive. By investing carefully in the right machines, the right people, the right technologies, and the right data collection strategies, manufacturers can become proactive in their quality management and produce more high-quality products the first time, increasing their overall profitability and reducing the chaotic environment that results from reacting to quality problems.
Share on social: